Weld Fasteners
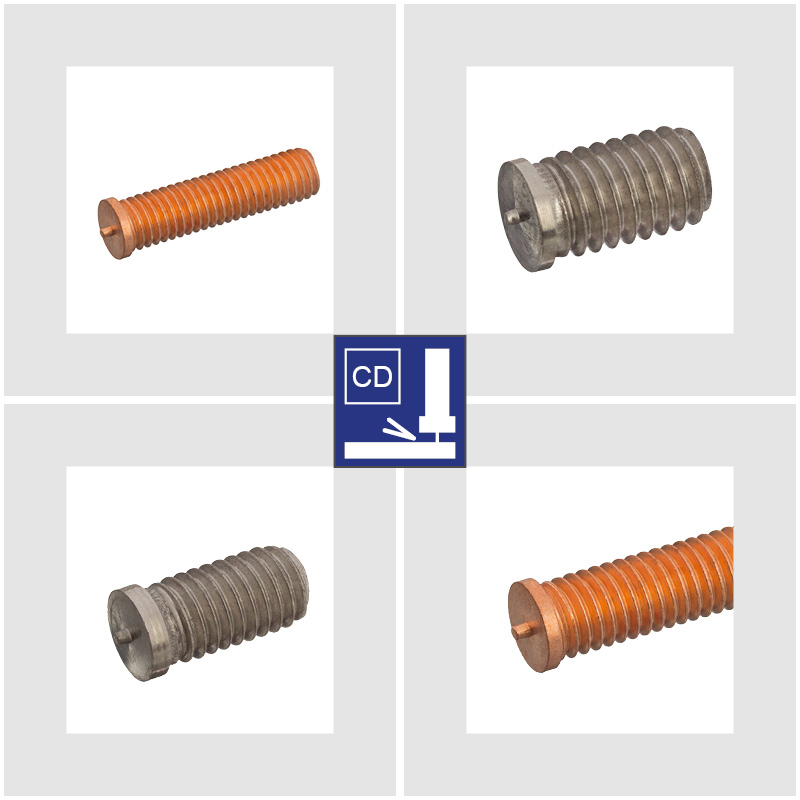
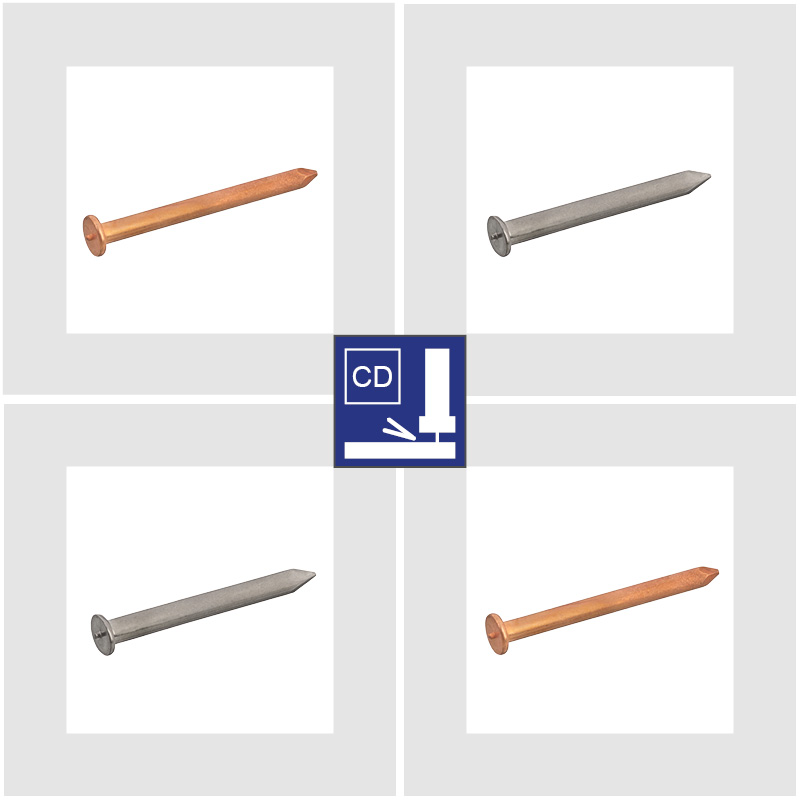
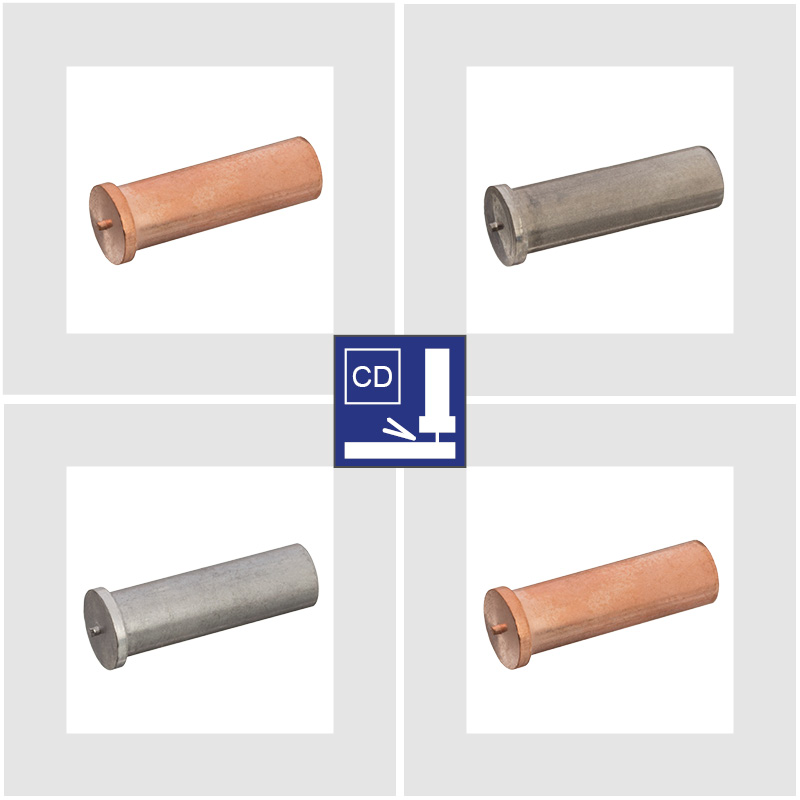
Whether threaded studs, coarse threaded studs or welding studs with or without flange – we offer you the right studs for every welding project. Our welding studs are from our own production. Sales and delivery take place directly from the factory in Wörthsee-Etterschlag. You can choose between different materials and dimensions. We will be happy to help you find the right studs for your individual welding task and component.
You can find more information in our current price list for weld fasteners.